









专升本有用吗?专升本的文凭有用吗?到了社会才知道
大家好,这年头,讲学历无用论的,要不就是今年赚到了一个亿,要不连一分钱都没赚到!对于专升本是否有用大家都有不同意见专升本的文凭是国家承认的。不管是普通高校专升本,还是成教专升本(包括自考专升本、成考专升本、网络教育专升本),国家都承认学历的。
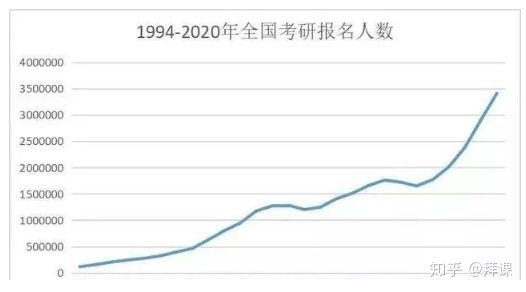
本科毕业生井喷式增长,怎么可能觉得学历没用呢?大把本科生都为自己的学历而较真,奈何专科生?因为社会就业现状客观真实存在,况且大部分名校毕业的学生就是在各方面有明显优势普通专升本考上后需要再读2年本科(全日制学习),普通专升本是属于国家普通高等教育,目前已纳入高招计划。其文凭的认可度在专升本中是最高的。自06年起,211工程院校已停止招收普通专升本,各省普通专升本招收比例严格控制在当年应届专科毕业生5%内,并纳入高招计划,不再收取8000元赞助费,实行和普通本科生平价费用。属普通高等学校毕业证书,与四年制普通本科待遇相同,属于第一学历。社会上通常会认为这种专升本含金量相对优于其他几种。
自考专升本是自考性质的本科,即独立本科段。自考专升本一般称为专套本,因为其学习形式自由,报考时间和专业不受限制,国家承认,文凭含金量和成考一样,不能考事业单位,属于第二学历。文凭认可率相比后2者认可度要高,所以很受学生欢迎。

大家都知道专科生的痛苦现状,但如果你是个细心观察的小仙女,就会发现专升本成功的,身边人当中或许还能找出几个,但通过专升本走上人生巅峰,可以说是少之又少。
千万别觉得难,只需要意志坚定好好努力就能搞定,不花钱专升本小班,正式开课!
专升本学历的用处有哪些?
1.考研。有了本科学历,不需学位证,就可以直接报考全国统招研究生了,而专科生只能在专科毕业满两年后以同等学力报考研究生,尽管国家规定允许专科毕业满两年后以同等学力报考研究生,但许多大学实际上却不愿招收专科生,会在许多方面设障碍,要求发表论文,加试专业课,英语达到什么水平等。另外,在职获取硕士学位还要有学士学位,如果是专科,今后若想在职获取硕士学位,是没有机会的。
2.考证。许多国家职业资格证都要求本科以上学历,如现在公证员、律师、法官和检察官的司法考试报名条件要求必须是本科以上学历,国家承认均可,不分专业,如许多律师本科都不是学法律的,学中文的、经济的、化工的,什么专业都有。而如果只是专科,不管是哪个专业,也不管毕业于哪个学校,也不管个人有什么背景关系,就一生永远做不了公证员、律师、法官和检察官了,以前靠些关系专科就可以当法官、检察官和公证员的时代一去不复反了。
3.考公务员。公务员工作稳定,待遇较高,压力较小,又有权力,现在许多人都想做公务员,而人事部规定,公务员岗位需要通过公务员考试,现在大多数公务员岗位都要求本科以上才有资格报考,通常只有基层和艰苦的工作岗位留给专科一部分。
我是2011年专科毕业参加的专升本,2013年专升本毕业。我想很多专科毕业生在毕业那年都非常的纠结想着要不要升本,其实那时候自己也一样迷茫过,但是现在我可以负责任的告诉你,专升本文凭是有用的,一定要抓住学校这次直升本的机会。
第一,学校参加的这次专升本考试获得的文凭等同于全日制本科,可以获得教育部统一颁发的学位证。
第二,现在大部分事业单位、公务员、教师招考和国企应聘,本科学历是一个门槛,专科生的机会已经越来越少,所以专升本的机会是非常难得的。
第三,本科学历会和工资待遇、升职有关。现在很多单位在工资构成当中都有学历工资一栏,在提拔单位高层管理层人员时也会非常的看重学历,所以专升本文凭是有用的。
统招专升本也就是在正规大学里面的全日制学习的专升本。全称为“选拔优秀高职高专毕业生进入本科学习统一考试”,正式文件中一般称为普通高校专升本,简称普通专升本,也称“统招专升本“,“普高专升本”,“全日制专升本”,“3+2专升本”,个别省份如河北省称之普通高校专接本,江苏省称之普通高校专转本,广东省称之普通高校专插本,其余省份皆称之为普通高校专升本。
统招专升本是指在普通高等学校专科应届毕业生中选择优秀学生升入本科进行两年制的深造学习,修完所需学分,毕业时授予普通高等教育本科学历证书和学位证书,派发本科就业报到证。统招专升本属于国家计划内统一招录(统招),列入当年普通高校招生计划,享受与普通四年制本科同等待遇,学习形式为普通全日制,有别于自考、成人高考、网络教育、电大等非统招学历。
专升本的文凭肯定有用的。尤其是像你这种竞争力比较大的会计专业,我认为还是很有必要升本的。专升本:即专科升本科,由于国家有多种高等教育形式,所以可以通过多种途径取得不一样的本科学历。升本类型:统招专升本、自考专升(套)本、成考(成人高考)专升本、网络教育专升本、电大专升本。其中最具有含金量的就是统招专升本。
普通专升本获得的学历是第一学历吗?和自考成人教育等有什么不同?普通专升本和自考等成人类考试虽然都可以拿到本科毕业证,且国家承认,但是是有本质上的不同的。普通专升本的毕业证含金量和统招本科是一样的属于全日制正规本科生,而成人类教育就不是了,成人类教育毕业证含金量大打折扣。而且普通专升本属于第一学历,而成人类教育都属于第二学历。
普通专升本考试落榜了可以重新再考吗?不可以,普通专升本考试时跟给专科生上本科院校的最后一次机会,每个专科生仅有一次,所以希望各位同学不要主动放弃最后一次机会,如果想提高通过率还可以参加一些助学班,会起到非常大的作用。

不知道你们都学会了吗?所有奋斗专升本的同道中人,不忘初心,方得始终,永远不要忘记,当初自己为什么开始奋斗,是什么坚持自己走到最后?
考上本科的人,他们高考就已经奋斗过了,我们现在才补上,我们现在已经一样了!
所以,对专科生来说,专升本当然有用了,但是不完全意味着完全放弃就业,
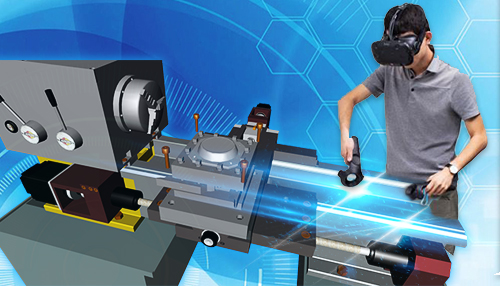
结合凤凰创壹,十几年职业教育领域的经验,及上万家企业的实际岗位需求,凤凰创壹开发了上百个岗位的职业水平考试,将理论考试与VR实操考试结合,帮助学生全面了解自己职业水平,使得对学生技能水平有了一个统一公开的鉴定标准。学生可以根据这个标准进行岗位的投递找工作效率高,成功率高。
以上就是今天全部的课程了,希望小仙女们能学习起来 !
以上就是100唯尔(100vr.com)小编为您介绍的关于本科的知识技巧了,学习以上的专升本有用吗?专升本的文凭有用吗?到了社会才知道知识,对于本科的帮助都是非常大的,这也是新手学习职教新闻所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问本科课程推荐
















职教新闻热门资料



职教新闻技术文档


推荐阅读




















