









技能培训|磨削加工基础:磨床的用途及分类
什么是磨削加工?磨削加工是借助磨具的切削作用,除去工件表面的多余层,使工件表面质量达到预定要求的加工方法。
磨削加工在机械制造中是一种使用非常广泛的加工方法,它用磨料磨具为工具在磨床上进行切削加工。其加工精度可达IT6~IT4级,表面粗糙度Ra值为1.25~0.01μm。还可完成其它机床难加工的材料,如淬硬钢、硬质合金、玻璃、陶瓷等加工。
磨床加工的工艺范围很宽,可磨削内外圆柱面和圆锥面、平面、齿轮齿廓面、螺旋面及各种成形面等。随着磨料磨具的不断发展,机床结构和性能的不断改进,以及高速磨削、强力磨削等高效磨削工艺的采用,磨削已逐步扩大到粗加工领域。
磨削加工时的运动与所用磨具、工艺方法和工件加工表面形状的不同而异。对于用砂轮进行加工的磨床,主运动都是砂轮的高速旋转运动,进给运动的形式取决于加工工件表面的形状和采用的磨削方法,可以由工件或砂轮分别完成,也可以由两者共同完成。
磨床的种类
磨床的种类很多,可适应加工各种不同表面、不同形状的工件。主要类型有:外圆磨床、平面磨床、工具磨床、刀具刃具磨床及各种专门化磨床等;还有以柔性砂带为切削工具的砂带磨床,以油石和研磨剂等为切削工具的精磨机床。
100唯尔教育正弦精密平口钳上的装夹操作视频截图
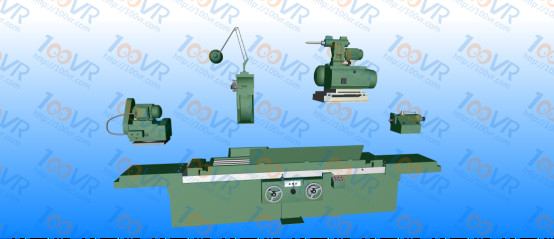
M1432A型万能外圆磨床
万能外圆磨床的工艺范围较宽,可以磨削内外圆柱面、内外圆锥面、端面等。但其生产效率较低,适用于单件小批生产。
100唯尔教育M1432A型万能外圆磨床爆炸图
一.M1432A磨床的组成
(1)床身
床身1是磨床的基础部件,用于支承砂轮架5、工作台3、头架2、尾架6等部件,并保持它们准确的相对位置和运动精度。床身内部是液压装置和纵、横进给机构等。
(2)头架
头架2由壳体、主轴部件、传动装置等组成,用于安装和夹持工件,并带动工件转动。调节变速机构,可改变工件的旋转速度。
(3)工作台
工作台3分上下两层。上工作台可绕下工作台的心轴在水平面内偏转±10°左右的角度,以便磨削锥面。下工作台由机械或液压传动,带动头架2和尾架6随其沿床身作纵向进给运动,行程则由撞块控制。
(4)内圆磨具
内圆磨具4用于磨削工件的内孔,它的主轴端可安装内圆砂轮,通过单独的电动机驱动实现磨削运动。
(5)砂轮架
砂轮架5用于支承并传动高速旋转的砂轮主轴。砂轮架装在横向导轨上,操纵横向进给手轮可实现砂轮的横向进给运动。当磨削短圆锥面时,砂轮架和头架可分别绕垂直轴线转动±30°和+90°(逆时针)的角度。
(6)尾架
尾架6和头架2的前顶尖一起,用于支承工件,尾座套筒后端的弹簧,可调节顶尖对工件的轴向压力。
(7)脚踏操纵板
用于控制尾架上的液压顶尖,进行快速装卸工件。
二.其它常见磨床种类:
1.内圆磨床
内圆磨床主要用于磨削各种内孔(包括圆柱形通孔、盲孔、阶梯孔以及圆锥孔、环形沟槽等)和轴的端面。常用砂轮周边进行磨削,也用砂轮端面进行磨削。

2.无心外圆磨床
在无心外圆磨床上磨削外圆表面,工件不需打中心孔,这样,既消除了因中心孔偏心而带来的误差(即没有定位误差),又可使装卸简单省时。由于有导轮和托板沿全长支承工件,对一些刚度较差的细长工件也可用较大的切削用量进行磨削,故生产率较高。
但机床调整时间较长,适用于成批及大量生产。
此外,无心外圆磨床不能磨削周向不连续的表面(如有键槽),也不能保证被磨外圆和内孔的同轴度。

3.工具磨床
工具磨床是对各种特殊复杂工件磨削加工所使用磨床的统称,主要用于磨削各种切削刀具的刃口,如车刀、铣刀、铰刀、齿轮刀具、螺纹刀具等。装上相应的机床附件,可对体积较小的轴类外圆、矩形平面、斜面、沟槽和半球等外形复杂的机具、夹具、模具进行磨削加工。具体包括工具曲线磨床、钻头沟槽磨床、拉刀刃磨床、滚刀刃磨床以及花键轴磨床、螺纹磨床、活塞环磨床、齿轮磨床等

4.数控磨床
数控磨床是利用磨具对工件表面进行磨削加工的机床。数控磨床又有数控平面磨床、数控无心磨床、数控内外圆磨床、数控立式万能磨床、数控坐标磨床、数控成形磨床等等

磨削过程
磨削加工时以砂轮的高速旋转作为主运动,与工件低速旋转和直线移动作为进给运动的一种切削加工。在机械零件加工和机械制造中是最常用的加工方法之一,下面为大家分享一下磨削加工的原理和相关知识。
磨削过程是由分布在砂轮表面上的大量磨粒以很高的速度旋转对工件表面进行加工的过程,每一个磨粒就似一把小切削刃。
单个磨粒的磨削过程中,切入工件时的作用分为三个阶段:
(1)滑擦阶段。磨粒在工件表面上发生摩擦、挤压,使工件发生弹性变形。此时磨粒没起切削作用,称为滑擦阶段。
(2)刻划阶段。磨粒在工件表面上刻划出沟纹,这个阶段称为刻划阶段。
(3)切削阶段。磨粒前方金厲沿剪切面滑移而成切屑,此阶段称为切削阶段。
由此可见,一个磨粒的磨削过程使磨削表面经历了滑擦、刻划(隆起)和切削三个阶
段。形成的磨屑常见形态有带状、节状、蝌蚪状和灰烬等。
磨削运动及用量
磨削时,一般有四个运动。
(1)主运动。砂轮的旋转运动称为主运动。主运动速度υc(m/s)是砂轮外圆的线速度,即
υc=πd0n0/1000。式中,d0是砂轮直径(mm);n0是砂轮转速(r/s)。
普通磨削时,主运动速度υc为3035m/s;当υc>45m/s时,称为高速磨削。
(2)进给运动。进给运动有以下三种:
1)径向进给运动。径向进给运动是砂轮切入工件的运动。径向进给量fr指工作台每双(单)行程内工件相对于砂轮径向移动的距离,单位为mm/双行程。当砂轮做连续进给时,单位为mm/s。一般情况下,fr(或ap)=0.050.02mm/双行程。
2)轴向进给运动。轴向进给运动即工件相对于砂轮的轴向运动。轴向进给量是指工件每转一圈或工作台每双行程内工件相对于砂轮的轴向移动距离,单位为mm/r或mm/双行程。一般情况下,fa(或f)=(0.20.8)B,B为砂轮宽度,单位为mm。
3)工件的圆周(或直线)进给运动。工件速度υw是指工件圆周进给运动的线速度,或工作台(连同工件一起)直线进给的运动速度,单位为m/s。
磨削阶段
磨削时,由于背向力Fp很大,引起工艺系统的弹性变形,使实际磨削深度与磨床刻度盘上所显示的数值有差别。所以普通磨削的实际磨削过程分为三个阶段。
(1)初磨阶段。当砂轮刚开始接触工件时,由于工艺系统的弹性变形,实际磨削深度比磨床刻度盘显示的径向进给量小。工艺系统刚性越差,初磨阶段越长。
(2)稳定阶段.在稳定阶段,当工艺系统的弹性变形到达一定程度后,继续径向进给时,实际磨削深度基本上等于径向进给量。
(3)清磨阶段。在磨去主要加工余量后,可以减少径向进给量或完全不进给再磨一段时间。这时,由于工艺系统的弹性变形逐渐恢复,实际磨削深度大于径向进给量。随着工件被一层层磨去,实际磨削深度趋近于零,磨削火花逐渐消失。清磨阶段主要是为了提高磨削精度和表面质量。
关于磨削液:
磨削加工能获得很高尺寸精度和较低的表面粗糙度。磨削时,磨削速度高发热量大,磨削温度可高达800~1000℃,甚至更高,容易引起工件表面烧伤和由于热应力的作用产生表面裂纹及工件变形,砂轮磨损钝化,磨粒脱落,而且磨屑和砂轮粉末易飞溅,落到零件表面而影响加工精度和表面粗糙度,加工韧性和塑性材料时,磨屑嵌塞在砂轮工作面上的空隙处或磨屑与加工金属熔结在砂轮表面上,会使砂轮失去磨削能力,因此,为了降低磨削温度,冲洗掉磨屑和砂轮末,提高磨削比和工件表面质量,必须采用冷却性能和清洗性能良好、并有一定润滑性能和防锈性能的切削液。
以上就是100唯尔(100vr.com)小编为您介绍的关于的知识技巧了,学习以上的技能培训|磨削加工基础:磨床的用途及分类知识,对于的帮助都是非常大的,这也是新手学习新闻专题所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问下一篇: 江苏持续推进职教体系建设改革
课程推荐
















新闻专题热门资料

新闻专题技术文档


推荐阅读















