









高速铣削加工技术的应用认识,高速铣削的关键技术有哪些?你都了解吗?
在制造行业,对高速铣削加工技术普遍存在如下等较多的错误观念:
高速铣削加工技术只是一台配了高转速主轴的铣床
主轴转速越高,加工速度就越快
高速铣床是一种新的科技,只是为了取代一般的传统铣床
20,000 转的主轴已足够模具生产之需求
高速铣削只是轴向服务器加大加快
高速铣削只能加工电极
………
事实上,高速铣削是一种新的技术与应用哲学:
要想要发挥出高速切削的效能,就必须个个环节的紧密配合,如果有其中一个环节搭配不佳,将无法发挥高速切削的效能。
高速的刀杆与刀具
高速的主轴
高动力的XYZ轴
高速的CNC控制器
高速的程序策略
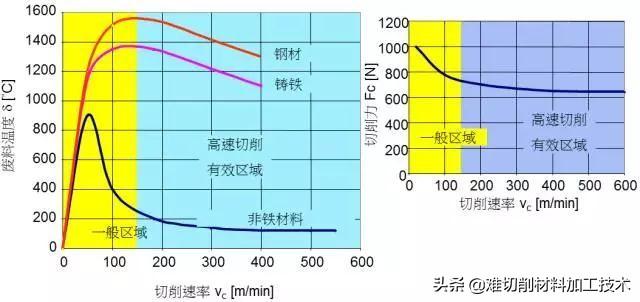
高速切削时的情况
随着转速增加到一定程度时,则刀具的温度和切削力反而会逐渐下降。这种现象被用在了高速铣削技术中。
高速切削是制造技术中引人注目的一项技术,其应用面广。高速切削的关键技术包括:
1. 高速切削机床技术
高速机床是实现高速加工的前提和基本条件,高速机床技术简介如下。
(1)高速主轴单元
高速主轴单元包括动力源、主轴、轴承和机架四个主要部分,是高速加工机床的核心部件。在很大程度上决定了机床所能达到的切削速度、加工精度和应用范 围。高速主轴单元的性能取决于主轴的设计方法、材料、结构、轴承、润滑冷却、动平衡、噪声等多项相关技术,其中一些技术又是相互制约的,包括高转速和高刚 度的矛盾、高速度和大转矩的矛盾等等。
因此,提高主轴转速和精度是一项很困难的工作,设计和制造高速主轴必须综合考虑满足多方面的技术要求。高速主轴一般做成电主轴的结构形式,其关键技术包括高速主轴轴承、无外壳主轴电动机及其控制模块、润滑冷却系统、主轴刀柄接口和刀具夹紧方式以及刀具动平衡等等。
(2)高速进给系统
进给系统的高速性也是评价高速机床性能的重要指标之一,不仅对提高生产率有重要意义,而且也是维持高速加工刀具正常工作的必要条件。对高速进给系统的要求不仅仅能够达到高速运动,而且要求瞬时达到高速、瞬时准停等,所以要求具有很大的加速度以及很高的定位精度。
高速进给系统包括进给伺服驱动技术、滚动元件导向技术、高速测量与反馈控制技术和其他周边技术,如冷却和润滑、防尘、防切屑、降噪及安全技术等。
目前常用的高速进给系统有三种主要的驱动方式:高速滚珠丝杠、直线电动机和虚拟轴机构。和高速进给系统相关联的还有工作台(拖板)、导轨的设计制造技术等等。
(3)CNC 控制系统
相对而言,现有的控制系统对超高速机床所需的进给率来说是显得太慢了,超高速机床要求其CNC 系统的数据处理时间要快得多,高的进给速率要求CNC 系统有很高的内部数据处理速率,而且还应有较大的程序存储量。CNC 控制系统的关键技术主要包括快速处理刀具轨迹、预先前馈控制、反应的伺服系统等。
(4)床身、立柱和工作台
高速机床设计的另一个关键点,是如何在降低运动部件惯量的同时,保持基础支承部件高的静刚度、动刚度和热刚度。通过计算机辅助工程的方法用有限元法和 优化设计,能获得减轻重量、提高刚度的床身、立柱和工作台结构。为获得较好的动态性能,有些高速机床床身由聚合物混凝土材料制成。
(5)切屑处理和冷却系统
高速切削过程会产生大量的切屑,单位时间内高的切屑切除量需要高效的切屑处理和清除装置。高压大流量的切削液不但可以冷却机床的加工区,而且也是一种 行之有效的清理切屑的方法,但它会对环境造成严重的污染。切削液的使用并不是对高速切削的任何场合都适用。例如对抗热冲击性能差的刀具.在有些情况下,切 削液反而会降低刀具的使用寿命,这时可采用干切削,并用吹气或吸气的方法进行清理切屑的工作。
(6)安全装置
机床运动部件的高速运动、大量高速流出的切屑以及高压喷洒的切削液等等,都要求高速机床要有一个足够大的密封工作空间。刀具破损时的安全防护尤为重 要,工作室的仓壁一定要能吸收喷射部分的能量。此外防护装置必须有灵活的控制系统,以保证操作人员在不直接接触切削区的情况下的操作安全。
2. 高速切削刀具
高速切削刀具技术是实现高速加工的关键技术之一。生产实践证明,阻碍切削速度提高的关键因素是切削刀具是否能承受越来越高的切削温度。高速切削刀具与 普通加工的刀具有很大不同。目前,在高速切削中使用的刀具有硬质合金、聚晶金刚石(PCD)、聚晶立方氮化硼(PCBN)、陶瓷等材料。
3. 高速切削的工艺技术
高速切削的工艺技术也是成功进行高速加工的关键技术之一。切削方法选择不当,会使刀具加剧磨损,完全达不到高速加工的目的。高速切削的工艺技术包括切削方法和切削参数的选择优化,对各种不同材料的切削方法、刀具材料和刀具几何参数的选择等。
(1)切削方法和切削参数的选择与优化
在高速切削中,必须对切削方法和切削参数进行优化选择。其中包括优化切削刀具控制,如刀具接近工件的方向、接近的角度、移动的方向和切削过程(顺铣还是逆铣)等。
(2)对各种不同材料的切削方法
切削铝、铜等轻合金,与切削钢和铸铁以及切削难加工合金钢,由于切削机理不同,除了刀具材料和刀具几何参数的选择外,在切削过程中还要采取不同的切削策略才能得到较好的切削效果。根据不同加工材料来研究高速切削工艺方法,也是高速切削工艺技术研究的重要内容之一。
(3)刀具材料和刀具几何参数的选择
在研究高速切削工艺技术中,切削方法和技术必须紧密结合刀具材料和刀具几何参数的选择综合进行。 高速切削工艺技术研究是一项很有意义的工作。实践证明,如果只有高速机床和刀具而没有良好的工艺技术作指导,昂贵的高速加工设备也不能充分发挥作用。高速 切削的工艺技术和传统的工艺方法有很大差别,至今还远不如传统工艺方法那样成熟和普及。这一点是高速机床应用中要特别加以注意的问题。
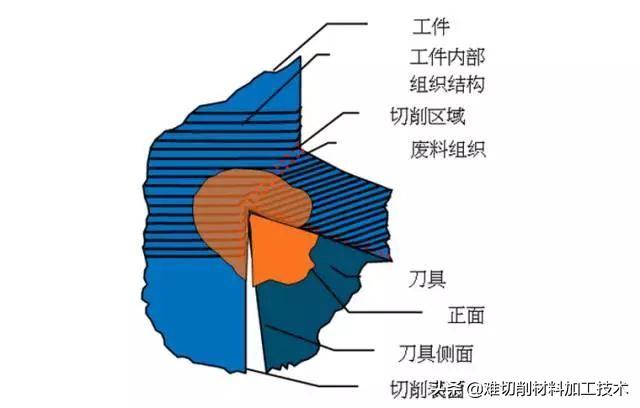
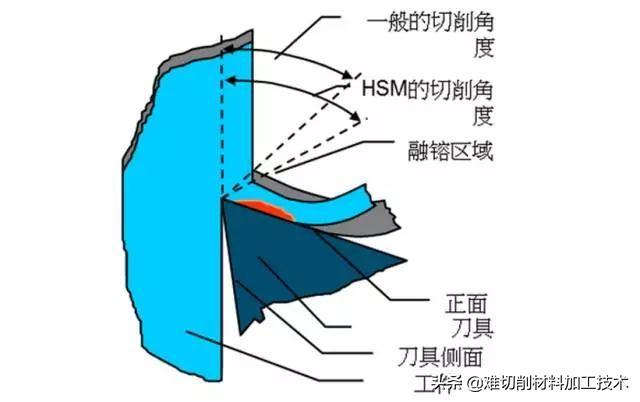
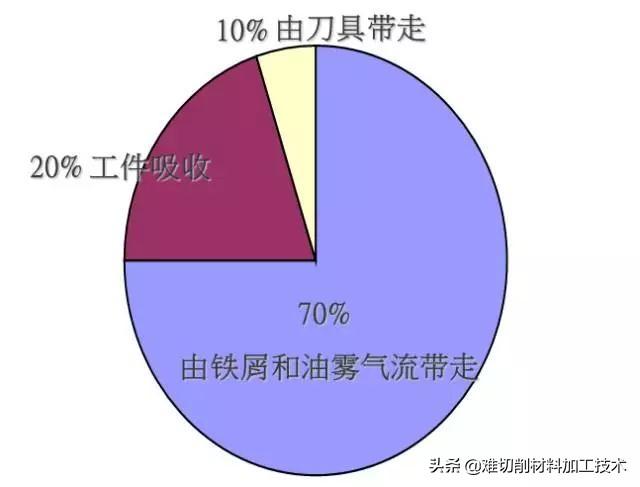
高速切削热源的分散比率
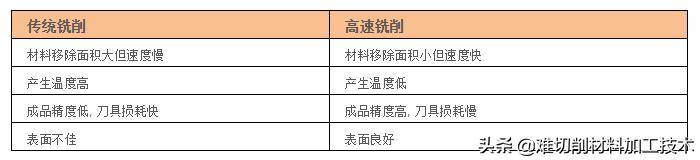
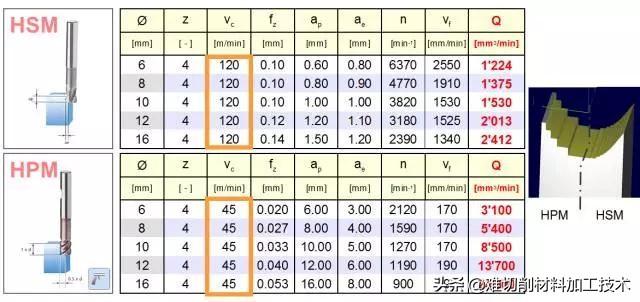
高速铣削(HSM)和高效能铣削(HPM)加工理念
例:粗加工淬硬钢,材料硬度 >55HRC
高速铣削的应用范围
1)为了与主轴规格相匹配,保证加工的稳定性和安全起见,刀具直径不超过16mm(HSK-E40)。
2)与传统铣削相比,高速铣削的切削去除率相对比较小,对于小零件和模具加工应用非常适合。
3)可应用于薄片加工、微细加工等等新的加工应用。
4)是软材或超硬材料的新理念加工工法。
例: 铝件,壁厚为0.5mm,如果没有高速铣削技术该零件可能无法生产。

1. 高速配合的刀杆与刀具
实际上,并不是机器在做切削,而是刀具!刀具就像汽车的轮胎,是汽车中唯一接触地面的零件。在赛车中良好与合适的轮胎是致胜的关键,刀具的选择及加工条件可以依照刀具商所提供的资料, 但使用者仍需依实际加工情况予以调整。
选择刀具的标准:
直径(根据工件几何尺寸、精度)
类型(粗加工、精加工、开槽、3D轮廓、边缘加工…)
形状(球刀、圆鼻刀、多刃铣刀 ..)
材料(高速钢、硬质合金、金属陶瓷、金刚石、立方氮化硼CBN)
刀具涂层 (TiN、TiCN、TiAlN …)
品质(径向跳动,形状精度, 动平衡, 刚性)
2. 高速主轴
实际上,高速的主轴就像F1赛车内的引擎高转速与高动力。
主轴大略可分为两种规格:
1)有轴承的=> 高扭力,目前最高速度能达到5.4万转。
2)无轴承的(气体带动)=>低扭力,但转速非常快(>100krpm) 。
高扭力容许较大材料的切削,使用较大的刀具与较硬的材料。高转速容许较快的切削速率与达到HSM的效果。
3. 高动态性能的各轴
实际上,机器本身的床台结构就好比车子的底盘,强壮安全的吸收冲击与震动。
传统的硬轨可以通过机台上的调整来获得较佳的精度,但是它无法达到线性滑轨所能达到的高速加工。高速的各轴及坚固的床身结构,加速度是关键因素,高加速度的各轴减少时间上的浪费,更好的切削表面,刀具磨损低。
4.高速铣削控制器CNC
实际上,控制器如同驾驶员,它的操作技能决定了赛车的胜负它需要有前瞻性、灵敏度和快速的反应能力。
5. 高速铣削的CAM加工策略
实际上,有许多条路可以从一点到达下一个点,可是所有的路径都会在速度,表面等产生不同的效果。
以上就是100唯尔(100vr.com)小编为您介绍的关于机械制造的知识技巧了,学习以上的高速铣削加工技术的应用认识,高速铣削的关键技术有哪些?你都了解吗?知识,对于机械制造的帮助都是非常大的,这也是新手学习机械制造所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问上一篇: 平面连杆机构,四杆机构有哪些类型?一文详细介绍,值得收藏
下一篇: SMT电子厂生产车间高效现场管理
机械制造课程推荐














机械制造热门资料


机械制造技术文档


推荐阅读




















