| 791 |
试题7(数控车床液压控制回路的装调) |
简单 |
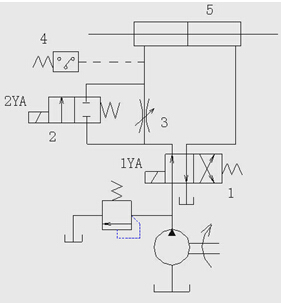
简述下图中压力继电器的应用。
|
|
练习题 |
|
| 792 |
试题8(自动换刀装置的安装、调试与维修) |
简单 |
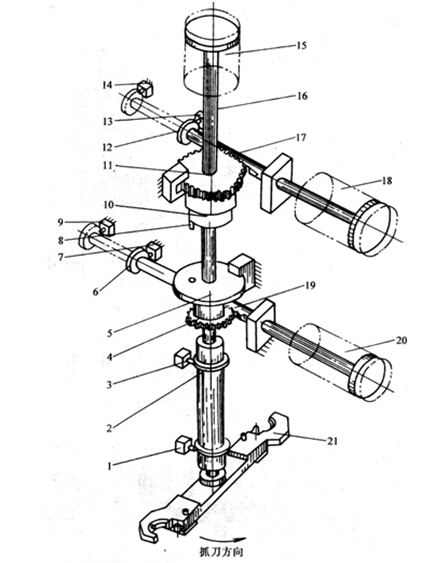
如图所示为机械手传动结构示意图,试述机械手换刀过程。
|
|
练习题 |
|
| 793 |
试题8(自动换刀装置的安装、调试与维修) |
简单 |
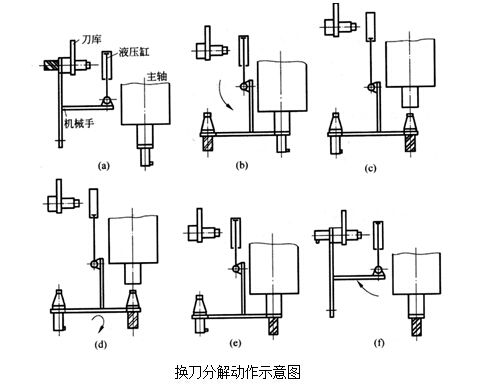
请根据换刀分解动作示意图,写出各步骤具体内容。
|
|
练习题 |
|
| 794 |
试题10(数控机床的调试与验收) |
简单 |
|
组装机床的部件和组件应符合哪些要求?
①组装的程序、方法和技术要求应符合设备技术文件的规定,出厂时已装配好的零件、部件,不宜再拆装。
②组装的环境应清洁,精度要求高的部件和组件的组装环境应符合设备技术文件的规定。
③零件、部件应清洗洁净,其加工面不得被磕碰、划伤和产生锈蚀。
④机床的移动、转动部件组装后,其运动应平稳、灵活、轻便、无阻滞现象,变位机构应准确可靠的移动到规定位置。
⑤组装重要和特别重要的固定接合面应符合机床技术规范中的相关检验要求。
|
|
练习题 |
|
| 795 |
试题10(数控机床的调试与验收) |
简单 |
|
对于开箱后的机床外观质量的验收,可以及早发现问题,分清责任,避免不必要的损失,包含哪些以下内容?
(1) 机床外观表面不应有图样未规定的凸起、凹陷、粗糙不平和其他损伤口。
(2) 机床的防护罩应平整、匀称,不应翘曲、凹陷。
(3) 机床零部件外露接合面的边缘应整齐、匀称,不应有明显的错位,错位量及不均匀量不得超过规定。
(4) 外露的焊缝应修整平直、均匀。
(5) 各种连接件安装符合规范。
(6) 机床外露零件表面不应有磕碰、锈蚀。螺钉、铆钉、销子端部不得有扭伤、锤伤等缺陷。
(7) 金属手轮轮缘和操作手柄应有防锈层。
(8) 镀件、发蓝件、发黑件色调应一致,防护层不得有褪色、脱落现象。
(9) 电气、液压、润滑和冷却等管道的外露部分应布置紧凑,排列整齐。
(10)机床零件未加工的表面应涂以油漆。
(11)机床上的各种铭牌应清晰、耐久。固定位置正确,平整牢固,不歪斜。
|
|
练习题 |
|
| 796 |
试题7(数控车床液压控制回路的装调) |
简单 |
|
简述先导式顺序阀的工作原理。
顺序阀的工作原理和溢流阀相类似,当油压力大于先导阀芯设定的压力时,先导阀芯打开。主阀上腔的压力油通过先导阀排走,上腔压力减小。由于上腔压力变小,在下腔油压力的作用下,主阀向上移动,打开阀芯,进出油口接通,顺序阀工作。
|
|
练习题 |
|
| 797 |
试题7(数控车床液压控制回路的装调) |
简单 |
|
简述压力继电器的作用。
压力继电器是利用液体压力作用来转换成机械动作从而启闭电气触点开关的液压电气转换元件。它在油液压力达到其调定值时,发出电信号,控制电气元件动作,实现液压系统的自动控制。
|
|
练习题 |
|
| 798 |
试题7(数控车床液压控制回路的装调) |
简单 |
|
简述压力继电器的工作原理。
压力继电器也是依靠压力油作用在阀芯上的力与弹簧力相平衡进行控制。当进油口 处油液压力达到压力继电器的调定压力时,作用柱塞上的液压力通过顶杆合上开关以发出电信号。
|
|
练习题 |
|
| 799 |
试题7(数控车床液压控制回路的装调) |
简单 |
简述下图中压力继电器的应用。
|
|
练习题 |
|
| 800 |
试题8(自动换刀装置的安装、调试与维修) |
简单 |
如图所示为机械手传动结构示意图,试述机械手换刀过程。
|
|
练习题 |
|
跳转到
首 页
上一页 1 ... 78 79 80 81 82 ...83 下一页
末页
 搜索
搜索

